

产品名称:硬质聚氨酯保温管厂家,聚乙烯夹克管道
产品型号:20
产品报价:
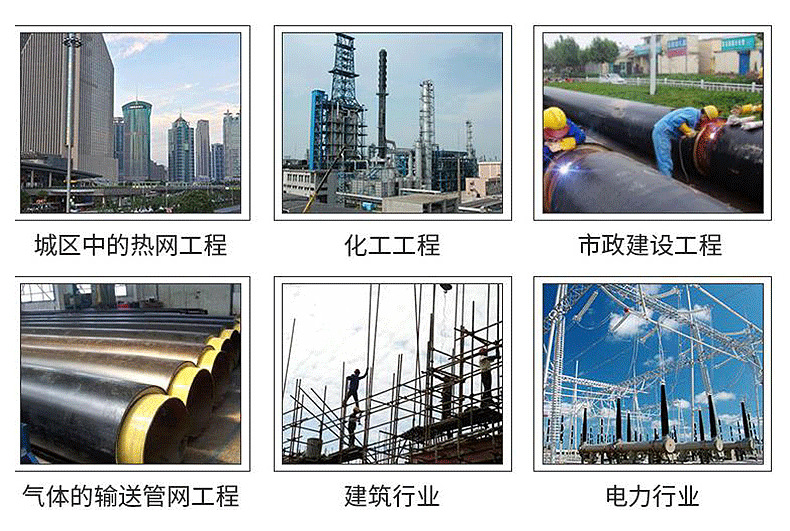
产品特点:硬质聚氨酯保温管厂家,聚乙烯夹克管道钢套钢(钢套管)埋设技术是一种防水、防漏、抗渗、抗压和全封闭的埋设新技术,是直埋敷设技术在地下水位较高地区使用的一次较大突破。它是由输送介质的钢管、防腐外套钢管以及钢管与外套钢管之间填充的超细玻璃棉组合而成,也可采用石墨、硅钙瓦管壳及填充聚氨酯泡沫复合而成。
20硬质聚氨酯保温管厂家,聚乙烯夹克管道的详细资料:
硬质聚氨酯保温管厂家,聚乙烯夹克管道
聚氨酯保温管供应商
生产条件
S3.1生产厂房
应具有建筑面积不小于2000m2的厂房。
S3.2生产工序
夹套管制造一般应当具备下料、成型、焊接、无损检测、总装、压力试验、气密性试验等生产工序。
保温层外加防腐外壳的管子制造一般应当具备毛坯管购料、钢管检验、抛丸清理、挤出成型、液压纠偏、成品检验、成品堆放等生产工序。
无损检测、理化试验可以分包,其他不得分包。
S3.3生产设备
夹套管的生产应具有氩弧焊机、手弧焊机等焊接设备,并配备相应的装配工装,低温、真空绝热管制造单位应有真空泵。
保温层外加防腐外壳的管子的制造应当具有钢管缓冲平台、拨管机组、传动线、钢管预热炉、抛丸机主机、检验转台和不合格钢管返回传动线、快进滚轮组、牵引机、挤出机(以及配套装置)、机头、定位滚轮、液压纠偏机、快出滚轮组等设备
无损检测工作分包时可不要求无损检测设备条件。
S3.4工艺装备
夹套管的生产有与许可范围产品相适应的装配工装、焊接工装,压力试验、真空度测试、绝热效果测量装备及其工装。
保温层外加防腐外壳的管子生产有产品起吊、转运等设备;喷砂磨料前处理设备、涂覆和挤出原料混合及处理设备;加工夹具、标识等辅助设备。
S3.5理化检验设备及其他检验设备
生产保温层外加防腐外壳管子制造单位,应当有分析天平、化学分析仪器、力学性能试验仪、耐蚀性能试验检验仪器等理化检验设备;应当有具备产品标准要求出厂检验项目的试验与检验设备,如电火花漏点检测仪、耐冲击试验仪、剥离强度检测仪等;以及*的工艺过程检验仪器,如金属表面处理质量检验仪器等。
S3.6设计与工艺文件
应具有所生产销售产品的图纸总目录、整套图纸、零件图、包括设计计算书,工艺工装图等。
聚氨酯保温管
直埋式高温蒸汽用预制保温管是地下直埋中的一种管道,采用没有混凝土结构的情况下也可以进行地下直埋的方式,即工作钢管的热膨胀在外管内进行,从而降低了材料成本,缩短了施工日期,并保障了供热管道的安全性,可以在不同温度环境下更安全的广泛应用,尤其适用于高温蒸汽管道项目。使用温度可达150℃-450℃。
内钢管选用二度无机富锌底漆(耐温≥400℃)防腐涂层,管道端口选用聚乙烯薄膜或三层PE冷缠带密封,防止安装前进入潮气或施工中进入水。保温材料多层错缝包扎,有效减少了热损失,同时控制外套表面措施,防止了冷桥的产生,从而使外套防腐层的温度控制得到了保证。用保温材料包扎多层铝箔反射层,有效减少了热损失,使蒸汽管道更加经济合理。
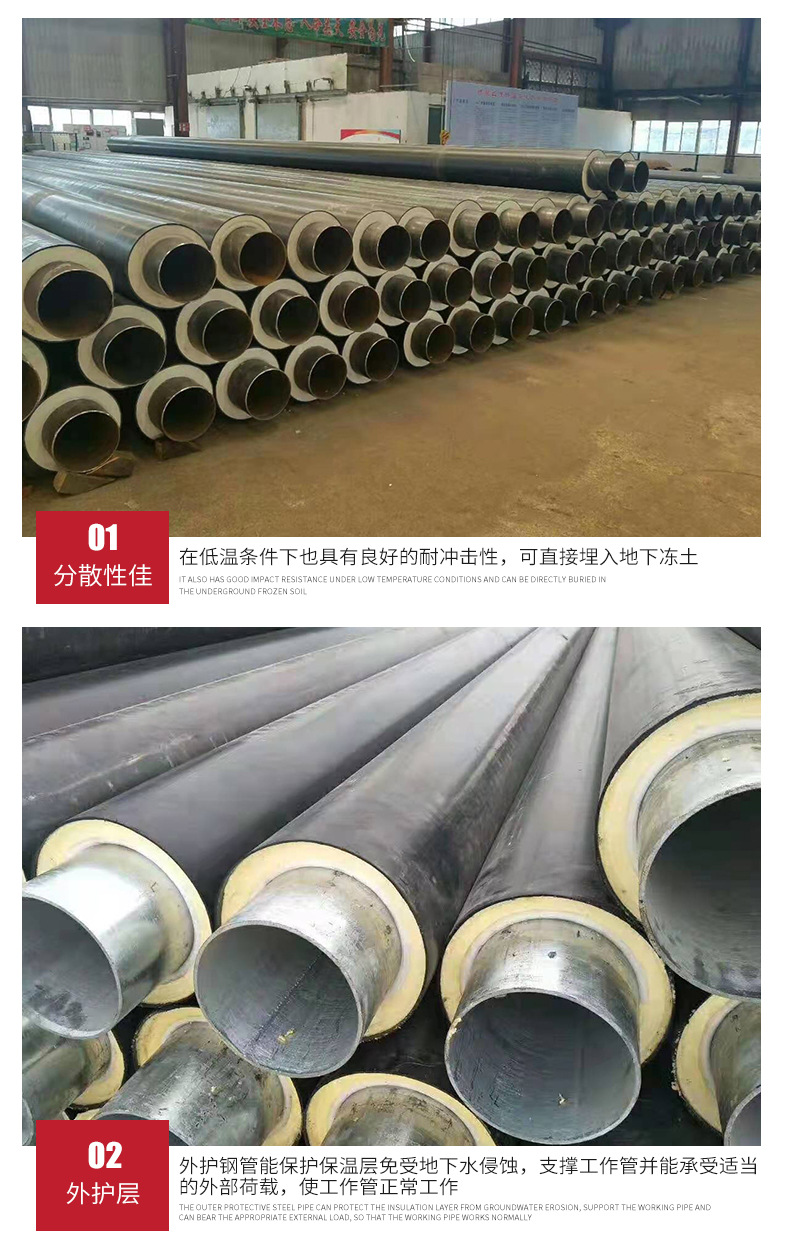
外套钢管防腐采用防腐涂层与阴极保护联合防护,使防腐寿命可大大增加。疏水系统采用全封闭的形式,布置灵活,结构合理,安全可靠。钢套管上的排潮管既能及时排出潮湿气体,又可作为日常运行的报警信号管。管道的热补偿采用优质波纹管补偿器,并将其装设在套管内,做成直埋形式,无须设置观察井,施工操作方便、工期短
直埋式保温管
硬质聚氨酯保温管厂家,聚乙烯夹克管道
直埋式保温管适用于输送2.5MPa、350摄氏度以下的蒸汽或其它介质,该产品用钢管做外防护层,具有强度高,不易损坏,施工检修简便,使用寿命长的优点。
钢套钢蒸汽保温管保温结构依据滑动方式不同分为以下两类
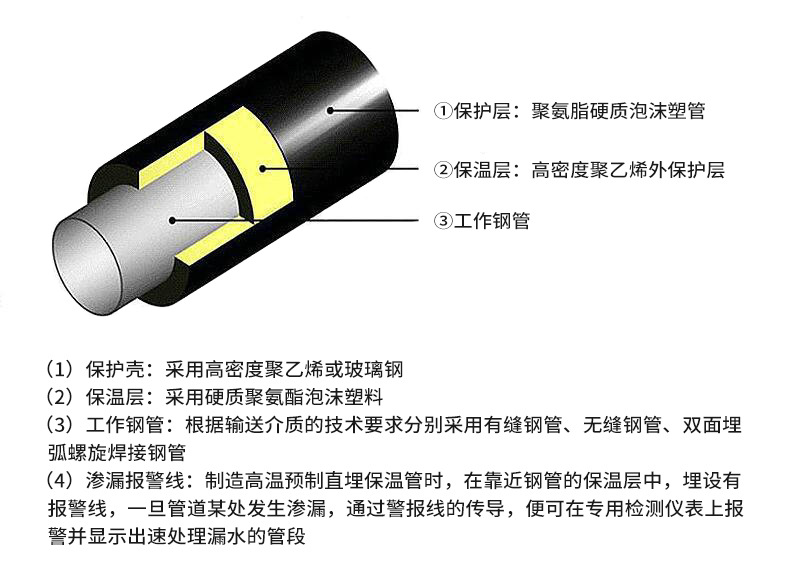
1、内滑动式:保温结构由工作钢管、硅酸铝、减阻层、微孔硅酸钙、隔热层、不锈钢紧固钢带、铝箔反射层、聚氨酯保温层、外套钢管、外防腐层组成。
2、外滑动式保温结构由工作钢管、玻璃棉保温隔热层、铝箔反射层、不锈钢紧固钢带、滑动导向支架、空气保温层、外护钢管、外防腐层组成。
直埋式高温蒸汽用预制保温管是地下直埋中的一种管道,采用没有混凝土结构的情况下也可以进行地下直埋的方式,即工作钢管的热膨胀在外管内进行,从而降低了材料成本,缩短了施工日期,并保障了供热管道的安全性,可以在不同温度环境下更安全的广泛应用,尤其适用于高温蒸汽管道项目。使用温度可达150℃-450℃。
内钢管选用二度无机富锌底漆(耐温≥400℃)防腐涂层,管道端口选用聚乙烯薄膜或三层PE冷缠带密封,防止安装前进入潮气或施工中进入水。保温材料多层错缝包扎,有效减少了热损失,同时控制外套表面措施,防止了冷桥的产生,从而使外套防腐层的温度控制得到了保证。用保温材料包扎多层铝箔反射层,有效减少了热损失,使蒸汽管道更加经济合理。
外套钢管防腐采用防腐涂层与阴极保护联合防护,使防腐寿命可大大增加。疏水系统采用全封闭的形式,布置灵活,结构合理,安全可靠。钢套管上的排潮管既能及时排出潮湿气体,又可作为日常运行的报警信号管。管道的热补偿采用优质波纹管补偿器,并将其装设在套管内,做成直埋形式,无须设置观察井,施工操作方便、工期短。












| 如果你对20硬质聚氨酯保温管厂家,聚乙烯夹克管道感兴趣,想了解更详细的产品信息,填写下表直接与厂家联系: |