

产品名称:钢套钢发泡保温管厂家,聚乙烯夹克管报价
产品型号:133
产品报价:
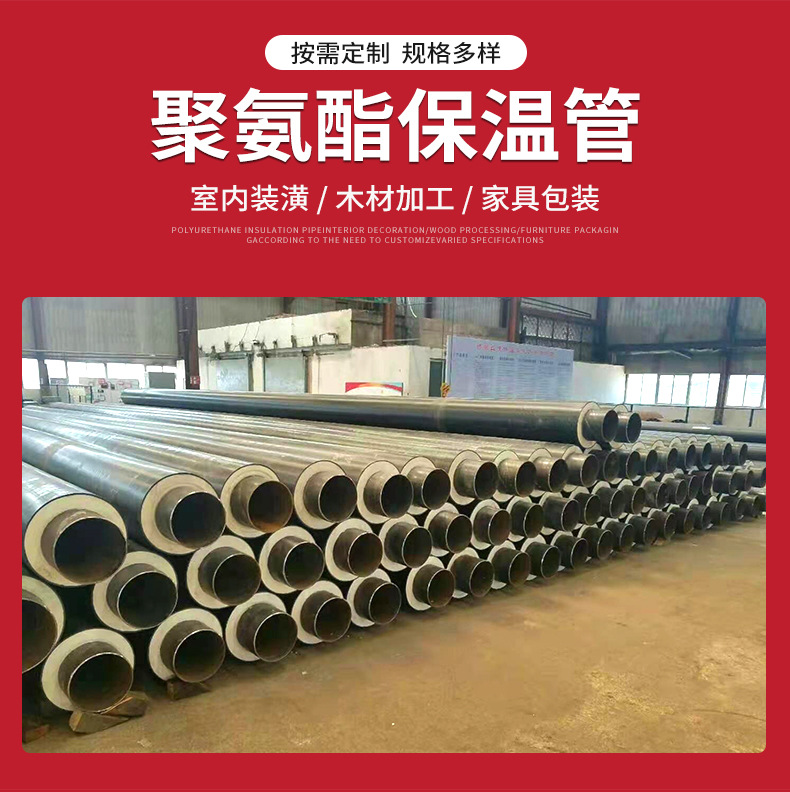
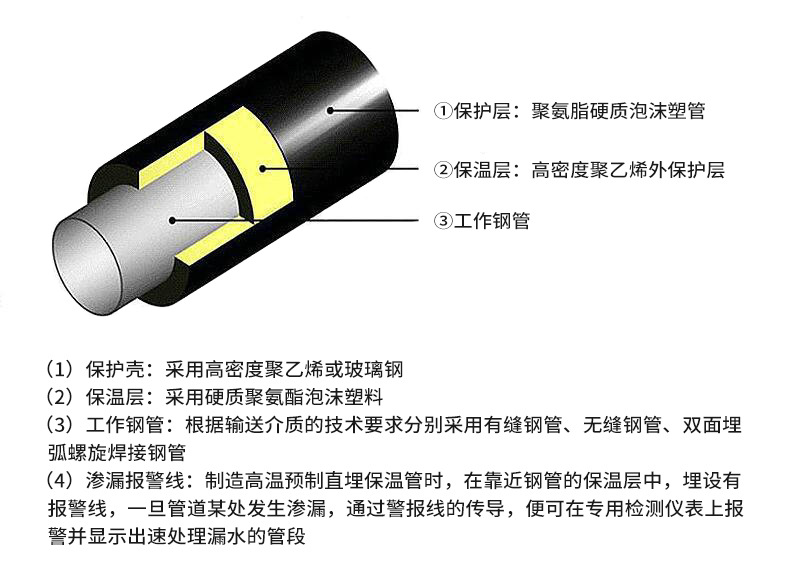
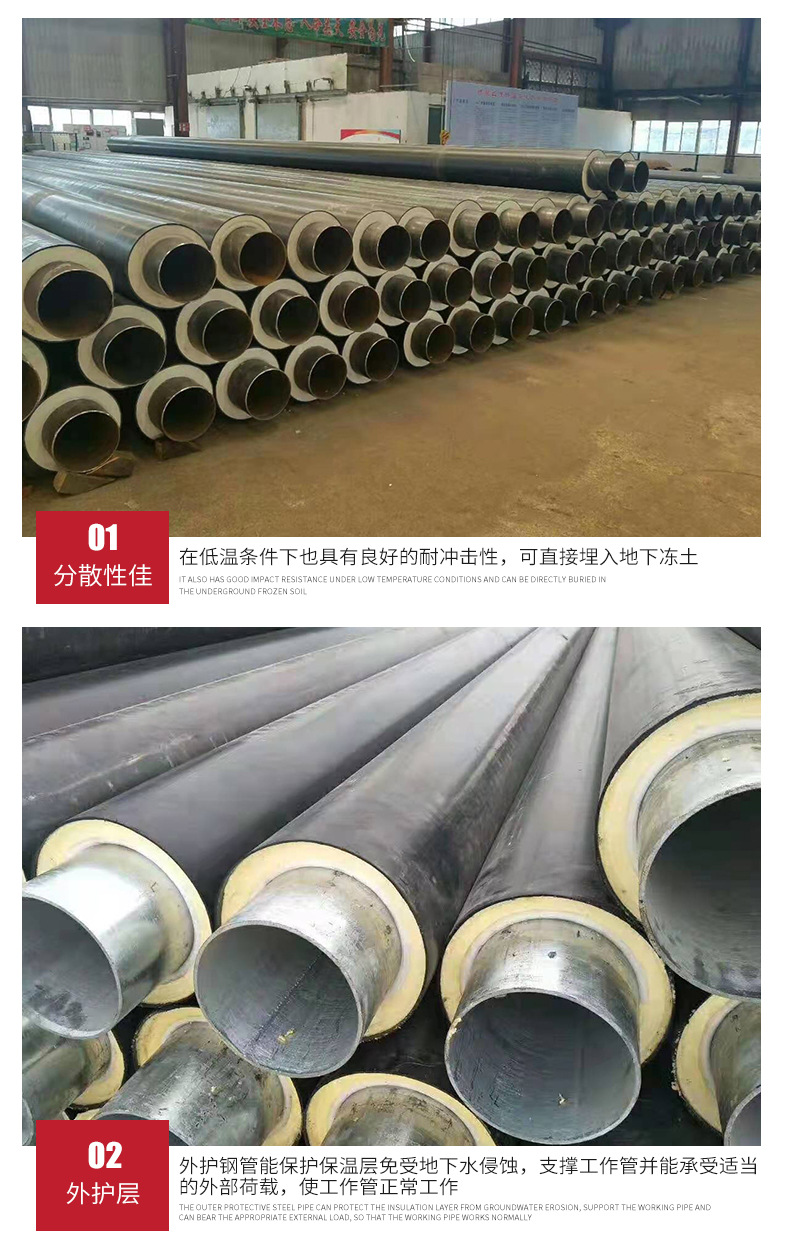
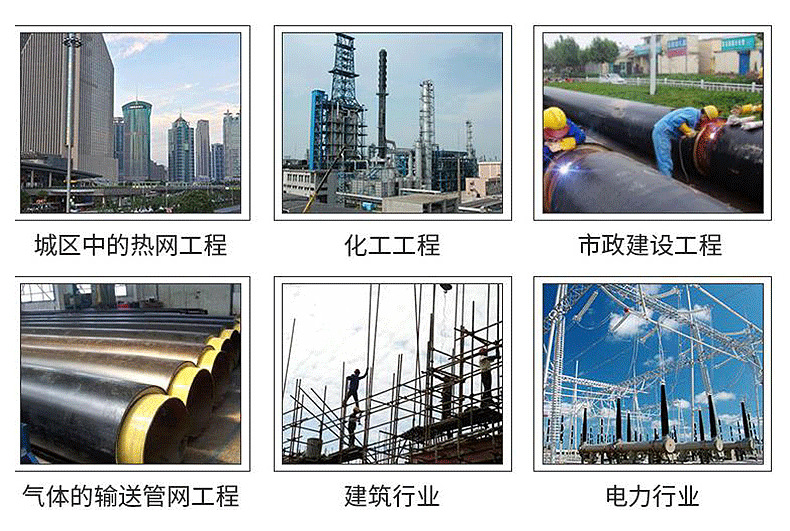
产品特点:钢套钢发泡保温管厂家,聚乙烯夹克管报价聚氨酯泡沫塑料保温管以其优良的性能,方便的施工及使用年限长而倍受人们欢迎,其结构为:外保护层、保温层、防渗漏层三部分,外保护层材料为聚乙烯或玻璃钢或其它材料。敷设方式有直埋、架空、地沟三种方式。我厂在长期管件的聚氨酯保温、绝热施工中积累了大量丰富经验,其质量达到了标准,深受广大客户的信任和好评
133钢套钢发泡保温管厂家,聚乙烯夹克管报价的详细资料:
钢套钢发泡保温管厂家,聚乙烯夹克管报价
聚氨酯保温管供应商
生产条件
S3.1生产厂房
应具有建筑面积不小于2000m2的厂房。
S3.2生产工序
夹套管制造一般应当具备下料、成型、焊接、无损检测、总装、压力试验、气密性试验等生产工序。
保温层外加防腐外壳的管子制造一般应当具备毛坯管购料、钢管检验、抛丸清理、挤出成型、液压纠偏、成品检验、成品堆放等生产工序。
无损检测、理化试验可以分包,其他不得分包。
S3.3生产设备
夹套管的生产应具有氩弧焊机、手弧焊机等焊接设备,并配备相应的装配工装,低温、真空绝热管制造单位应有真空泵。
保温层外加防腐外壳的管子的制造应当具有钢管缓冲平台、拨管机组、传动线、钢管预热炉、抛丸机主机、检验转台和不合格钢管返回传动线、快进滚轮组、牵引机、挤出机(以及配套装置)、机头、定位滚轮、液压纠偏机、快出滚轮组等设备
无损检测工作分包时可不要求无损检测设备条件。
S3.4工艺装备
夹套管的生产有与许可范围产品相适应的装配工装、焊接工装,压力试验、真空度测试、绝热效果测量装备及其工装。
保温层外加防腐外壳的管子生产有产品起吊、转运等设备;喷砂磨料前处理设备、涂覆和挤出原料混合及处理设备;加工夹具、标识等辅助设备。
S3.5理化检验设备及其他检验设备
生产保温层外加防腐外壳管子制造单位,应当有分析天平、化学分析仪器、力学性能试验仪、耐蚀性能试验检验仪器等理化检验设备;应当有具备产品标准要求出厂检验项目的试验与检验设备,如电火花漏点检测仪、耐冲击试验仪、剥离强度检测仪等;以及*的工艺过程检验仪器,如金属表面处理质量检验仪器等。
S3.6设计与工艺文件
应具有所生产销售产品的图纸总目录、整套图纸、零件图、包括设计计算书,工艺工装图等。
钢套钢复合蒸汽保温管
一、产品介绍:
本公司生产的钢套钢复合型蒸汽预制直埋保温管是用于输送压力2.5Mpa,温度350℃以下的蒸汽管道。针对输送介质的高压、高温特点,一般采用复合保温结构(无机保温层和有机保温层)进行保温;产品外护管以钢管为主(也可按照要求采用非金属外护管)。
二、产品结构:
钢套钢复合型蒸汽预制直埋保温管的产品结构形式:由工作钢管、高温防锈漆、硅酸铝棉毡、微孔硅钙瓦、铝箔反射层、聚氨酯泡沫、外护钢管、防腐层(玻璃钢或环氧煤沥青漆)紧密结合而成。
三、产品特点:
1、长期安全运行可靠性大(有良好的强度、刚度、耐温性能、技术先进);
2、密封防水性能优(新技术、新结构设计易于实施);
3、管道防腐以保证寿命长(玻璃钢防腐或环氧煤沥青漆防腐);
4、潜在隐患小(外套钢管的疲劳强度大,长期运行在热胀冷缩的环境,接口不像玻璃钢外护管易于脱开);
5、节能显著(密封性能好,无渗漏,保温效果佳);
6、施工方便,节点密封;
7、施工焊接工艺钢管更成熟,检漏手段先进。
四、产品材料性能:钢套钢发泡保温管厂家,聚乙烯夹克管报价
工作钢管(芯管):用于输送蒸汽的管道。材料性能、外径尺寸、尺寸公差、zui小壁厚符合相关行业标准。当工作管DN≤150mm时,一般选用无缝钢管,当DN大于150mm时,一般选用螺旋焊缝钢管。
保护垫层:工作钢管与保温层之间防止因工作钢管位移而损伤无机保温层的夹层。工作管采用螺旋焊接缝钢管、无机保温层为硬质材料时,设置保护垫层。保护垫层一般选用硅酸铝毡,密度≤192kg/m3,常温导热系数≤0.056w(m.k);加收缩率≤4%。












| 如果你对133钢套钢发泡保温管厂家,聚乙烯夹克管报价感兴趣,想了解更详细的产品信息,填写下表直接与厂家联系: |